
75 years of expertise in Resistance Welding
Leader in resistance welding
As a world leader in welding equipment and welding systems, ARO is providing the automotive and manufacturing industries with innovative robotic welding, manual welding and stationary welding systems from spot welding and projection welding, to seam or butt welding.
Robotic Welding Solutions: Combining Welding Gun and Controller
Competitive complete work stations, for Steel, Aluminium spot welding and Projection welding (fasterners).
- Cost-efficient package
- Full compatibility
- Clear and documented behaviour
- High reliability & guaranteed performance and compatible with any robot
Market Sectors
Swipe to see all sectors
Our products
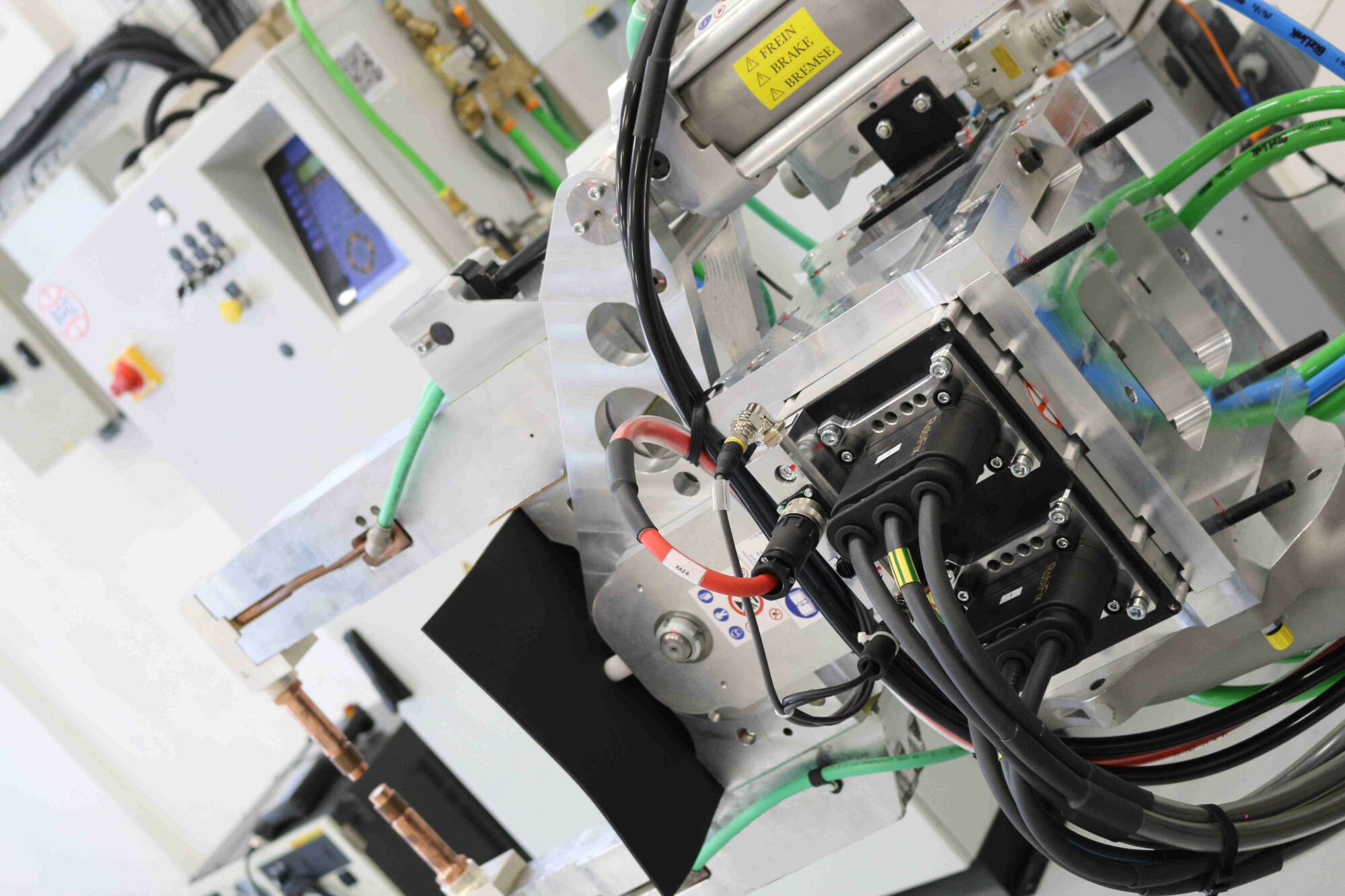
Robotic Weld Guns
Integrated transformer weld guns have revolutionised robotic assembly lines; tens of thousands of ARO robotic weld guns have equipped the large automotive manufacturing plants for many decades.

Manual Weld Guns
ARO innovates by proposing SERVO manual solutions. The Servo technology brings to the manual welding operations all its strong benefits - high performance, cost efficiency, and highest reliability - henceforth recognized by the automotive industry using almost 100% of Servo weld guns for robotics.

Stationary Weld Machines
ARO provides a large range of solutions to meet all the needs of spot, seam, butt and projection welding applications. Manufactured from standard modules, these machines are assembled in minimum time for perfect cost control.

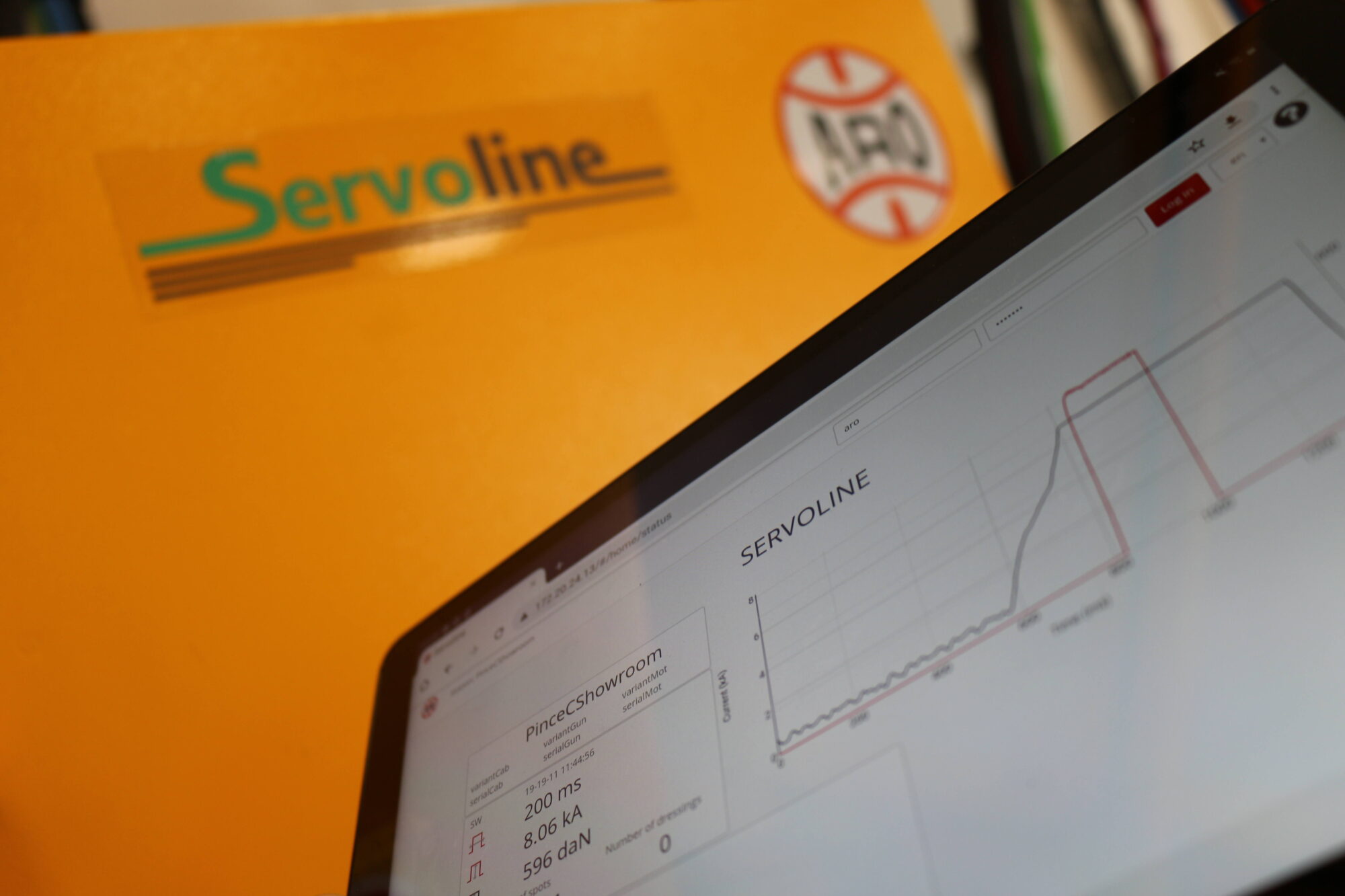
Controls & Software
ARO offers a large range of integrated welding controllers equipped with the latest technology of welding controls. From the standard AC-MFDC cabinets to the advanced concept cabinets (auto-adaptive).

Welding Components
ARO designs and manufactures its own range of transformers, Servo motors and electronic controls because they are essential components of the resistance welding process.

Welding Consumables
ARO offers a diverse range of electrodes for all welding applications. Different shapes and materials to perform high quality welds even under most severe conditions. ARO also offers a wide range of straight and bent cap adaptors, designs and manufactures specific parts upon request.
Welding Peripherals
A large range of accessories and peripherals, reliable and high performance, they become the elements that you cannot do without when implementing global welding solutions.

Mobile Welders
The ARO mobile welding product range was developed with the automotive motor body repair (MBR) market firmly in mind. Today, ARO continues to innovate, providing solutions for higher production through the provision of the multi-function equipment and lower operating costs demanded by today’s automotive repair market.

Manual Welding Solutions
ARO innovates by proposing SERVO manual solutions.
The Servo technology brings to the manual welding operations all its strong benefits – high performances, cost efficiency, and highest reliability. -henceforth recognized by the automotive industry using almost 100% of servo welding guns in robotics.
Stationary Welding Solutions
ARO provides solutions to meet spot, seam, butt and projection welding applications and a wide range of options in these world class stationary welding machines.

Spot and Mig Mobile Welding
The ARO mobile welding product range was developed with the automotive motor body repair (MBR) market firmly in mind.
Today, ARO continues to innovate, providing solutions for higher production through the provision of the multi-function equipment and lower operating costs demanded by today’s automotive repair market.
Downloads
News

TATA selects ARO for India’s largest EV plant
State-of-the-art plant to produce 300,000 EVs per year. Tata Passenger Electric Mobility Ltd (TPEM), India's largest EV producer, has chosen ARO robot welding technology for its latest EV factory in Sanand, Gujarat.
Read More
Ford commends ARO’s aluminum welding solution
Over 600 million faultless welds on aluminum F-150 pickup line. ARO USA is proud to announce that Ford Motor Co.'s Dearborn welding improvement team have commended the exceptional quality and reliability of ARO's aluminum welding solution for its F-150 pickup truck.
Read More